Общие положения
Прежде чем приступать к работе, строитель подготавливает все необходимые инструменты:
- Паяльник для пластиковых труб с различными насадками;
- Ножницы, чтобы обрезать ненужные куски;
- Набор ключей (подойдут газовые от 0 до 3);
- Герметик;
- Пакля;
- Уровень.
В отличие от ножниц и других инструментов, паяльник – это очень дорогое удовольствие. Поэтому, используя прибор один раз, рекомендуется его одолжить, у знакомых или взять напрокат.
Чтобы работать с прибором, рекомендуется использовать защитные перчатки, чтобы избежать ожогов от нагревательных элементов. В магазинах существует 4 вида пластиковых изделий. В зависимости от типа, необходимо выбрать нужную насадку.
- PN10 – труба с тонкими стенками. Обычно изделия монтируют в «тёплый пол» с максимальным давлением 1 Мпа (+45оС) или для системы подачи холодной воды (+20оС);
- PN16 – используют для водопроводов, где не слишком высокое давление или для систем с холодной водой;
- PN20 – выдерживает давление в 2МПа. Подходит для подачи холодной и горячей воды;
- PN25 – только для горячей воды +95оС. Армированная фольгой труба выдерживает давление 2,5Мпа.

Насадку следует плотно закрепить на паяльнике. Регулятор выставляет нужную температуру. Рекомендуется вначале выставить температуру, а только потом включать прибор в розетку.
Пока нагревательный элемент накаляется, следует заняться другими делами. На пластиковое изделие карандашом или маркером наносят нужный размер. Следует оставить около 3 или 4 см. для пайки. После этого прямо по метке разрезается пластик. Для этого следует делать всё аккуратно, чтобы разрез получился ровный.
Делая точные замеры, используйте чертёж. В основных точках на бумаге обычно будут отмечены все фитинги, краны и т.д. С чертежом будет намного проще. Т.к. вы будете точно знать, сколько отмерять или какой обрезок устанавливать.
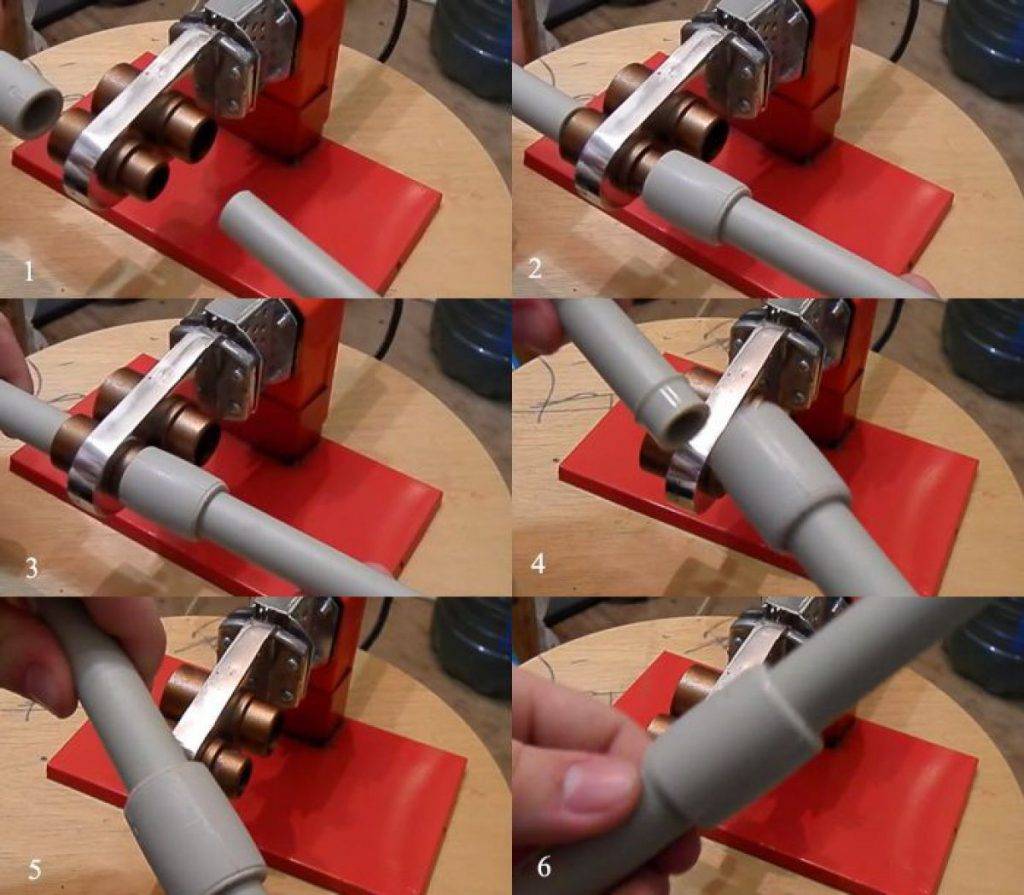
Обычно процедура проводится поэтапно:
- Трубу отрезают в том месте, где была сделана отметка маркером (карандашом);
- Под диаметр отверстия подбирается нужный фитинг;
- Все поверхности, где будет производиться спайка, обезжириваются;
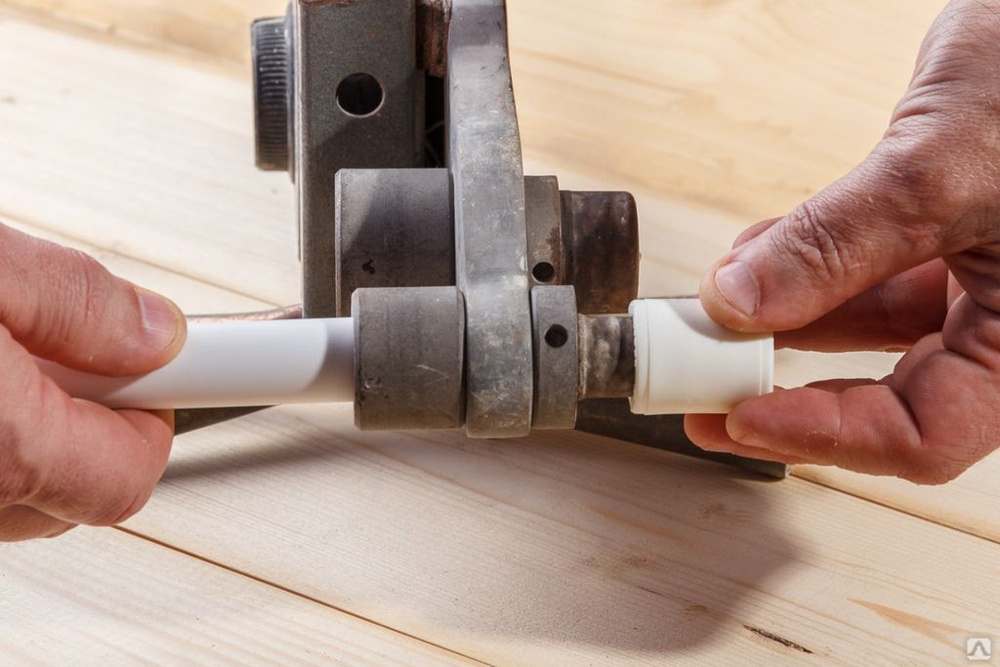
- За то время, пока делались все разметки, паяльник уже должен был нагреться. Рабочая поверхность пластикового изделия вставляется в выбранную насадку с двух сторон;
- Следует подержать какое-то время разогретый паяльник, пока стыки не соединяться;
- Затем с прибора снимаются все детали, а две половинки соединяются на нужную глубину с фитингом;
- Ждём, пока нагретые элементы охладятся.

Процесс должен происходить быстро и аккуратно. Т.к. один конец, пока изделия разогреты, необходимо вставить в другой. В этом случае любая неточность создаст дефект, а промедление остудит их до того, как начнётся соединение.
Для новичков несколько полезных рекомендаций:
- Весь материал должен быть от одного производителя, т.к. состав у разных компаний отличается, поэтому и температура плавления может разниться;
- Все стыки, которые будут обрабатываться, необходимо обезжирить с помощью спиртовой настойки;
- Никогда не паяйте пластик на отметке 0 у прибора;
- Для каждого типа пластика и диаметра отверстия предусмотрена своя температура;
- Для жарких сезонов, когда температура достигает +20оС и выше следует воспользоваться таблицей:
- Запрещено работать с материалом при температуре на отметке +5оС и ниже, т.к. детали становятся хрупкими и им нужен дополнительный нагрев (может остаться очень много брака);
- Это один из тех моментов, когда экономить ни в коем случае нельзя.
Если весь процесс был осуществлён правильно, в месте сварки будет находиться равномерный наплыв. Новичкам лучше потренироваться на ненужных обрезках или бракованных изделиях.
Рекомендации — как паять полипропиленовые трубы
Прежде чем приступать к паяльным работам, следует внимательно изучить технологию, необходимые инструкции, научиться пользоваться паяльником, чтобы снизить риски неисправимых ошибок.
При пайке труб необходимо помнить, что это часть пайки трубопровода, поэтому работы следует начинать с их наиболее сложного шага – разметки. 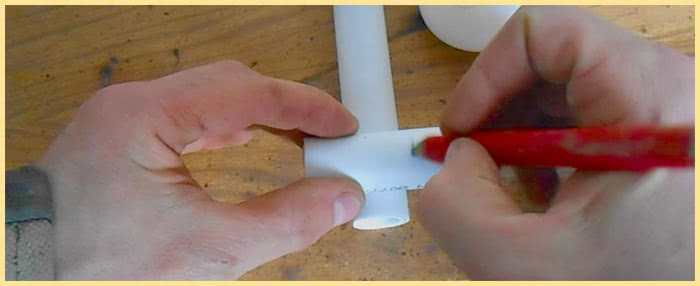
Именно разметка подскажет, как ровно паять полипропиленовые трубы. Хорошо, когда разметку выполняет специалист, знакомый с чертежами трубопроводной системы, и представляющий реализацию чертежей.
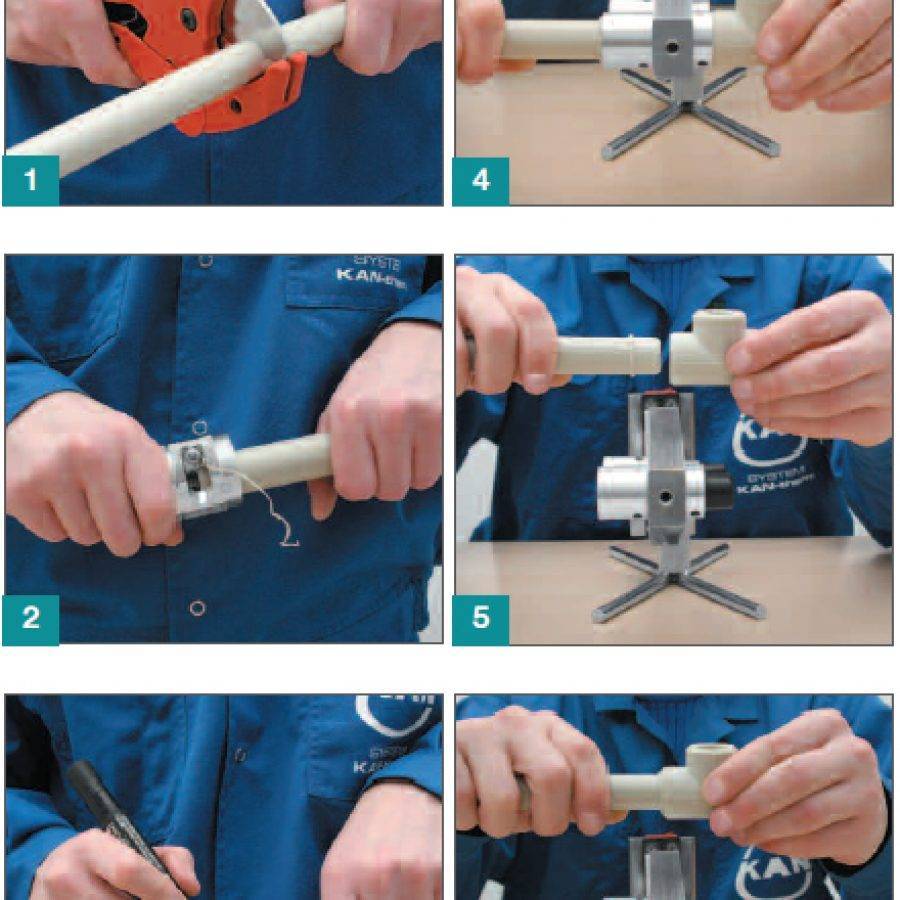
Резка труб
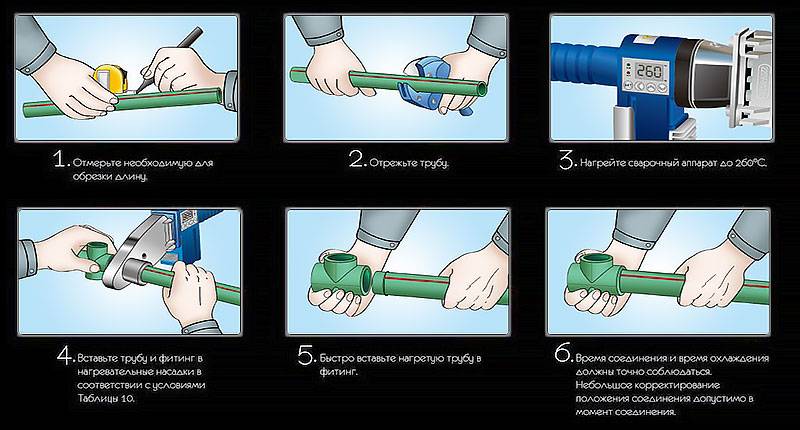
Прежде чем отрезать трубы, меряют интервал между фитингами и к полученному расстоянию прибавляют 3 см. После этого аккуратно, под прямым углом режут трубу специальными ножницами.
На трубу надевают фитинги, маркером отмечая на ней глубину, тем самым нанося на изделие поперечную отметку. А продольная даст возможность состыковать трубопроводные элементы по осям.
Пайка полипропиленовых труб
Сначала следует включить паяльник и в его отверстие вставить насадку нужного диаметра. Используя терморегулятор, необходимо установить оптимальную температуру пайки.
Рекомендуемая величина:
- 260°С – для полипропиленовых труб;
- 220°С – для полиэтиленовых.
Паяльник прогревают за 10-20 минут. О готовности к работе можно узнать по индикатору нагрева.
Далее на насадку паяльника в умеренном темпе надевают элемент трубопровода, который нужно нагреть. Его греют в течение необходимого по технологии времени и быстро снимают с насадки, придерживая паяльник, если это необходимо.
Сколько паять полипропиленовые трубы? Как правило, полипропиленовая труба остывает секунд за 8-10, а значит, работать нужно довольно быстро. С помощью насадки за раз можно прогреть два элемента – параллельно по внешней и внутренней поверхности.
Нагретый элемент надевают на трубу, совмещая поперечные и продольные отметки. После этого убеждаются в качестве соединений
Важно, чтобы по внешнему виду паяльный шов был ровным
Для качественного соединения лучше паять трубы в течение времени, указанного в технологических таблицах.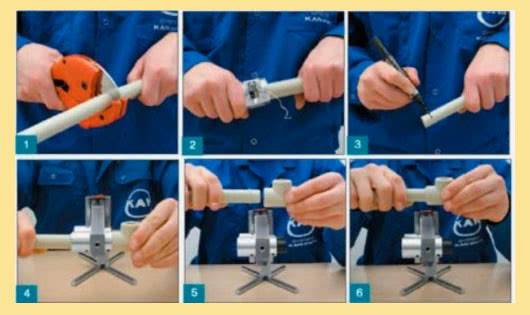
В ходе работ следует пользоваться защитными перчатками. Работать с полипропиленовыми трубами необходимо внимательно и терпеливо.
Паяние труб несложный процесс, но весьма ответственный. Если вы хотите лучше понимать, как паять армированные полипропиленовые трубы, видео на этой странице поможет вам разобраться в технологии паяльных работ.
Подготовительный этап перед пайкой пластиковых труб
Перед началом работ желательно провести в помещении влажную уборку, так как любое загрязнение снижает качество сварки. Лучше всего работать в закрытом помещении, так как на открытом воздухе есть вероятность порывов ветра, несущего пыль и мусор.
Подготовка к свариванию имеет несколько этапов:
- Провести замеры с нанесением соответствующих отметок на трубы.
- Отрезать необходимую длину трубы с помощью строительного ножа или трубореза.
- При работе с металлопластиковыми или армированными алюминием трубами необходимо удалить небольшой участок металлического слоя с помощью шейвера. Это обеспечит надежную соединение элементов трубопровода без риска попадания транспортируемых сред между слоями трубы.
- Зачистить обрезанные края трубы напильником и наждачкой до такой же степени гладкости, какую имеют фитинги.
- Протереть спиртом внутреннюю часть фитинга и наружную сторону трубы для снятия возможного жирного слоя.

Также стоит уделить внимание мерам безопасности. Сварочный аппарат должен находиться на абсолютно ровной горизонтальной поверхности, чтобы в процессе работы не произошло его опрокидывание
Работать нужно в защитных перчатках, так как подошва станка нагревается до очень высоких температур.
Достоинства пластиковых труб и их использование
Использование для прокладки водопроводной системы труб из полимерных материалов позволяет обходиться без электросварки или сложных механизмов для нарезания резьбы, что в значительной степени облегчает монтажные работы.
Для начала хочется разобраться за счёт, каких качеств полипропиленовая труба настолько быстро стала одним из наиболее популярных материалов для сооружения водопровода или отопительных систем.
Это произошло, потому что такой материал обладает целым рядом преимуществ по сравнению с другими аналогами.
- Значительный эксплуатационный ресурс, составляющий 50 и более лет.
- Пластиковая трубка выдерживает давление воды до 25 атмосфер с максимально допустимой температурой до 110 °C.
- Полиэтиленовые трубы достаточно устойчивы к воздействиям различных химических реагентов.
- Немаловажным фактором, влияющим на популярность такого материала, считается его достаточно невысокая стоимость и простота установки.
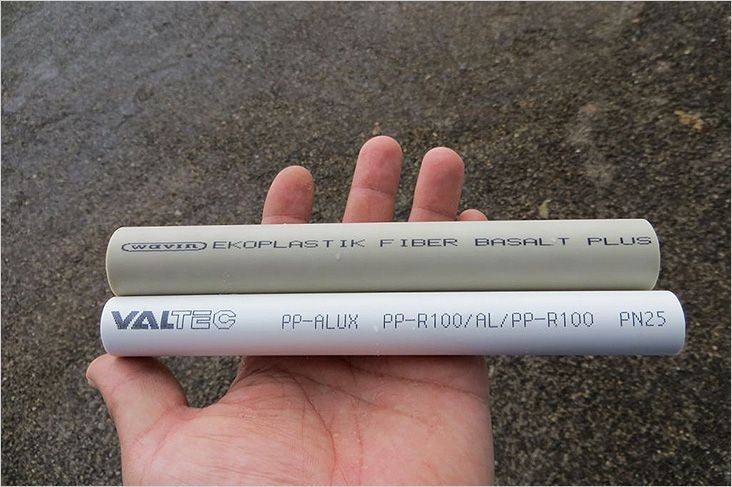
Хочется отметить, что для отопительной системы лучше использовать армированные трубы, когда для водопровода подойдёт более дешёвая пластиковая трубка. Армированный рукав состоит из алюминиевой фольги, которая повышает прочность труб, удерживая первоначальную форму длительное время.








Также в процессе выбора материала нужно учитывать и его внешние характеристики:
- качественные изделия имеют чёткие геометрические формы;
- пластик должен обладать однородной структурой;
- по длине всего изделия должна быть нанесена маркировка.
Если рассматривать область использования труб из пластика, то она также достаточно широкая. Их применяют при прокладке следующих магистральных систем:
- прокладка горячего и холодного водопровода;
- обустройство отопительных систем;
- технологические магистрали для прокачки жидких различных веществ;
- магистральные системы прокачки всевозможных газов под давлением.
Единственным условием, без которого прокладка просто невозможна – это правильная пайка пластиковых труб. Это в первую очередь обусловлено необходимостью герметизации материала на стыках.
Свойства полипропилена
Полипропилен пластичен. Материал обладает высокой прочностью при ударе и на изгиб.
Устойчив к воздействию агрессивных сред, кислот, щелочей, солей в широком диапазоне температур. Обладает низкой газо- и паропроницаемостью. Легко вступает в реакцию с красителями.

Подвергается растворимости при повышенных температурах и воздействии химических растворителей.
Чувствительность полипропилена к кислороду и свету снижается методом введения стабилизатора. Без введения этилена в структуру материала параметр морозостойкости достаточно низок.
Продукция, изготовленная из полипропилена, легко выдерживает процесс кипячения. При воздействии пара она не подвергаются деформации и изменению механических свойств.
Изделия из полипропилена легко подвергаются переработке, а также хлорированию.
Изделия из полипропилена разрешается эксплуатировать при максимальной температуре 140 градусов Цельсия. Даже при длительном использовании изделия при температуре до 120 градусов полипропилен не теряет механические свойства. При более высоких значениях температуры наступает размягчение и дальнейшее разрушение материала.
Смена агрегатного состояния полипропилена наступает при температуре выше 160-170 градусов Цельсия. При температуре 260 градусов полипропилен сваривается за счет перемешивания молекул двух свариваемых элементов и образования единой кристаллической решетки.
Благодаря своим свойствам полипропилен широко используется для производства труб отопления и водоснабжения.
Пайка полипропиленовых труб.используется для их герметичного и надежного соединения.
Типы соединения полипропиленовых труб
Многих людей интересует, как правильно пользоваться паяльником для пластиковых труб. Для начала нужно выбрать тип сварки.
Муфтовая сварка
Метод отличается простотой. В таком случае для фиксации труб одинакового диаметра применяют особый элемент — муфту. Она имеет чуть меньший диаметр. При проведении сварочных работ нагревается и плавится внешняя часть трубы и внутренняя поверхность муфты.
 Популярным видом пайки считается муфтовый метод
Популярным видом пайки считается муфтовый метод
Стыковая сварка
Такой метод применяют в производственных условиях. При этом бортики нужно расплавить и соединить встык. Чтобы получить хороший результат, требуется обеспечить идеальную соосность.
Холодная сварка
Этот метод подразумевает использование клея. При этом на трубу наносят специальный состав с сильным растворителем. Он способствует размягчению полипропилена, что позволяет вставить элементы друг в друга. При этом соединение получается не слишком прочным. К тому же клей долго сохнет.
Какие ошибки мастера совершают чаще всего?
Спешка и отсутствие опыта ведут к тому, что неправильно выполняется даже такой процесс, как пайка полипропиленовых изделий. Опишем самые распространённые проблемы и их особенности.
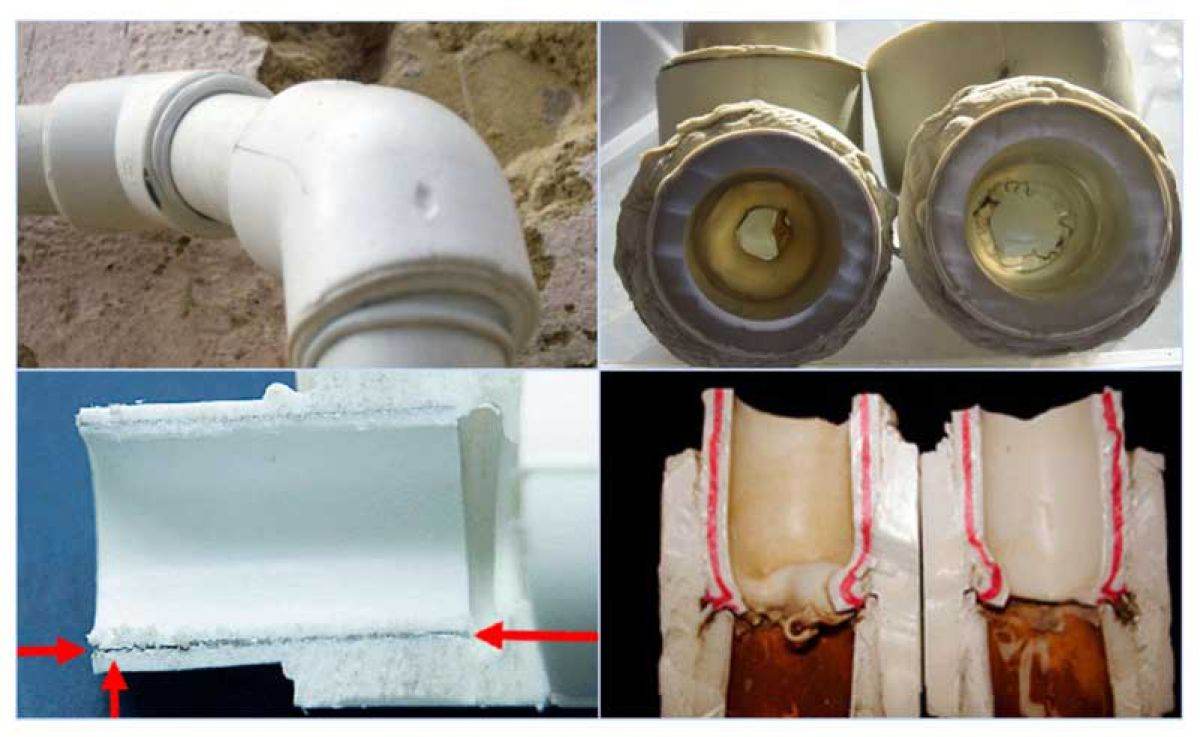
Чаще всего дефекты на изделиях появляются из-за того, что неправильно размещены соединительные элементы во время пайки. Например, появляются зазоры, когда конструкция не вводится в фитинг до самого конца. Из-за чего уменьшается рабочее давление, толщина стенок. Особенно актуальна проблема для тех, кто сразу после нагрева вводит трубу своими руками в фитинг, не прилагая достаточных усилий.
При этом во время проведения пайки не допускаются и чрезмерные усилия. Иначе появляется другая проблема. Из зазора, по краям которого находятся торец и внутренний упор конструкции, начинают выдавливаться излишки расплавленного материала.
Такие излишки ещё называют «гратом». После чего снижается проходимость рабочего вещества по системе. Соединительный элемент начинает испытывать более серьёзную нагрузку.
- Некоторые не всегда правильно выставляют температуру. Нужная температура составляет – 260 градусов. Отклонения которое допускается – минус\плюс десять градусов. Это значение оптимально для любой разновидности изделий, вне зависимости от диаметра. Главное – чтобы паяльник не перегрелся. Тогда в материале можно будет поддержать необходимый уровень давления. При этом поверхность не должна остыть слишком сильно до того, как все элементы соединятся друг с другом.
- Ещё одна распространённая проблема – неправильно подобранное оборудование. Паяльники нужно выбирать по мощности в зависимости от того, трубу какого диаметра придётся обрабатывать. Например, мощность в 500 Ватт – лучший вариант для 50-миллиметровой конструкции. 1000 Ватт нужно, если обработке подвергается 100-миллиметроый трубопровод.
Видео 6. Ошибки подбора соединительных фитингов для пайки + таблица времени сварки
Как НЕ надо паять полипропиленовые трубы!
Советы по выбору аппарата для сварки
Перед покупкой подходящего оборудования рекомендуется обратить внимание на следующие несколько характеристик:
- Изготовитель. От чего зависит стоимость аппарата, качество изготовления.
- Материал, из которого сделано устройство, качество сборки. Без учёта этого фактора паять нельзя.
- Комплектация, дополнительные насадки.
- Мощность. Зависит от того, детали с каким диаметром подвергаются пайке.
Паяльник для труб ПВХ– это инструмент с максимально простым принципом работы. Нагревательный элемент находится в самой середине. Он и отвечает за создание оптимальной температуры во время пайки.
Видео 7. Обзор паяльника для сварки ПВХ
Обзор сварочного аппарата для пластиковых труб Patriot PW 205
Процедуру лучше выполнять не одному, а вместе с помощником. Кто то должен управлять инструментом, а другой готовит и ставит на место детали.
О мощности
Оборудование с мощностью от 1,5 до 2 Ватт встречается на рынке чаще всего. Этого может оказаться даже много для тех, кто пользуется инструментом в домашних условиях.
Хватает и 680 Ватт, чтобы решить данную задачу. По крайней мере, для работы с изделиями диаметром 16-63 миллиметра. 850 Ватт – оптимальное решение для ∅ 63-75 мм. Наконец, от 1200 Ватт понадобится для изделий ∅ на 125 миллиметров, так паять будет легче.
Как быть с насадками?
Лучше приобретать большие комплекты. Оптимальный выбор – инструменты с насадками практически для каждого диаметра, по паре штук. Их многие паяльники позволяют одновременно установить две и больше. Но это профессиональные агрегаты, потому они стоят недёшево.
Дополнительные рекомендации
Для 5-сантиметровых и больших диаметров оптимальное решение – применение стыкового соединения. Но этот совет носит характер рекомендации, а не обязательной аксиомы.
К поверхности, чья температура доведена до определённого показателя, подводим раструб, которым снабжён фитинг. После этого переходят к работе с самой трубой
Время выдержки важно соблюдать точно. Видео добавят наглядности рассказу
Главное достоинство данной технологии – в том, что на прямых участках не нужно ставить фитинги. Главное – чтобы срезы у конструкций были максимально ровными. В этом помогут специальные инструменты.







К нагревающим элементам паяльника они подводятся друг к другу, на одну линию, это правило тоже необходимо соблюдать строго. Благодаря этим устройствам легче проводить центрирование, чтобы добиться лучшего результата. На видео отчётливо виден каждый этап.
У некоторых паяльников есть специальные звуковые сигналы, извещающие о начале или о конце какого-либо этапа. Благодаря этому пайка ПВХ труб становится более эффективной.
Необходимые инструменты и материалы для пайки
Когда планируется выполнять ремонт или замену сетей водоснабжения, понадобится аппарат для работы с пластиком.
Дополнительно подготавливают вспомогательные инструменты:
- строительный уровень;
- труборез или ножницы для нарезки;
- набор насадок (вход в комплект сварочного аппарата для полимеров);
- рулетку;
- шейвер, позволяющий удалять армировку коммуникаций;
- фаскосниматель;
- инструмент для удаления заусенец;
- припой;
- флюс.
Паяльник для пайки пластиковых труб.
Элементы наименьшего диаметра в быту соединяют по стыковому методу намного реже. Предпочтение отдают фитингам.
Припой для пайки
Это расходный материал, применяемый для соединения медных участков трубопровода. Он выполнен в виде проволоки, прутьев. Также встречается фольгированный припой. Отличаются материалы этой группы по составу. Они могут производиться на основе олова, цинка, свинца, сурьмы, серебра. От того, какие металлы входят в состав, зависит качество шовного соединения. Кроме того, припой делится на виды с учетом подверженности воздействию высоких температур: легкоплавкие, средне- и тугоплавкие.
Флюсы и фитинги
Фитинги для пластиковых труб под пайку.
Флюс необходим для сварки металлических деталей. Если планируется пользоваться аппаратом для пайки пластиковых элементов, этот материал не используют. Флюс позволяет защитить металлические поверхности в процессе окисления. Еще одним свойством таких материалов является улучшение текучести припоя. Флюс представлен разными вариантами, отличными по составу. Необходимые материалы для работы с медью: хлорид цинка, борная и соляная кислоты.
Фитингами называют соединительные элементы для трубопроводов: тройники, муфты, крестовины и т. д. Их внутренний размер должен быть равен наружному диаметру элементов. Благодаря этому создается надежное соединение. Однако если выполняется сварка ПВХ-трубопровода или других видов полимерных конструкций, то шовное соединение посредством фитингов в данном случае будет неразъемным.
Ножницы для резки
Назначение инструмента — выполнение среза на полимерных изделиях. Если использовать труборез, то кромка коммуникаций будет более аккуратной, заусеницы не появляются. Благодаря этому облегчается дальнейшая работа.
Такой инструмент представлен разными видами, среди которых:
- автоматический;
- резак-гильотина;
- роликовые ножницы;
- труборез с механизмом-трещоткой (подходит для работы с коммуникациями до 75 мм в диаметре).
Нюансы пайки
https://youtube.com/watch?v=MNUPdMSXQzc%3F
Знать технологию присоединения автономных коммуникаций не достаточно. Для качественной установки нужно знать ряд особенностей прокладки и пайки жилищных веток. Как правильно паять пластиковые трубы? Чтобы обеспечить профессиональную сборку технологических строений необходимо помнить некоторые нюансы соединения:
- Для проведения паяльной сборки предусмотрено время разогрева. Это время составляет от 5 до 20 мин.
- Производство внутридомового жизнеобеспечения следует проводить при температуре выше нуля.
- После спайки концов требуется не допускать их прокручивание или перемещение, достаточно плавно исключить перекосы. Необходимо дать им остыть. Прокручивание спайного шва может в будущем дать течь. Для остывания требуется столько же времени, что для ее пайки.
- Необходимая мощность паяльного инструмента – 1200 Вт.
- Домашние паяльники предназначены для пайки разводок диаметром до 32 см. Если понадобиться сборка изделий большого диаметра, то приобретаем профессиональное устройство для спаивания.
- Между краем трубопровода и внутренней резьбой фитинга не должно быть зазоров. Зазоры могут дать протечки при высоком давлении воды. Чрезмерное усилие при сжимании элементов может привести к уменьшению просвета в полости и ухудшить работу всей конструкции.
- Удалять остатки материала с насадок следует после каждой произведенной паки. Так как насадки имеют специальное покрытие, убирать нагар следует деревянным приспособлением, чтобы не повредить целостность поверхности. Царапины на поверхности насадки ухудшат технологические характеристики прибора и приведут его в негодность для дальнейшей эксплуатации.
Свойство полипропилена
Полипропилен представляет собой продукт полимеризации 2 газов — этилена и пропилена. Они смешиваются в определенном соотношении. В итоге удается получить гранулы, из которых изготавливают трубы. Это делают экструзионным способом.
Характеристики материала приведены в таблице:
| Показатель | Значение |
| Рабочий диапазон температур | -10 — +90 градусов |
| Температура плавления пластика | 149 градусов |
| Номинальное давление | 1,5-2,5 атмосфер |
Указанные характеристики подходят для холодного водопровода. Благодаря армированию стекловолокном или алюминием удается получить изделия, которые годятся для батарей и горячего водоснабжения.
Рекомендации по правильной пайке пластиковых труб
 Следуя рекомендациям и методике пайки, вы смело можете приступить к прокладке трубопровода в своем доме или в квартире, не прибегая к услугам специалистов.
Следуя рекомендациям и методике пайки, вы смело можете приступить к прокладке трубопровода в своем доме или в квартире, не прибегая к услугам специалистов.
Не имея начального опыта можно потренироваться на обрезках трубы, она недорогая, зато вы сэкономите на всей системе, и следующий монтаж, допустим, бани, превратится в удовольствие.
Правила пайки
- Запомните непреложное правило пайки — первым одевается фитинг на тефлоновую форму, вторым — труба, дальше идет отсчет времени в соответствии с таблицей.
- Проверьте пайку на качество сразу после первой фиксации. Просвет трубы не должен быть уменьшен наплавленным пластиком, в противном случае заводите трубу на 1−2 мм менее глубоко.
- От края среза трубы карандашом отметить длину нагреваемой части, которую необходимо завести в форму.
- В случае пайки фитингов с двух сторон, сначала припаивают с одного конца, затем, на другом конце трубы отмечают место и направление пайки для правильного присоединения его относительно оси и нужного поворота, например, чтобы они были в одной плоскости под углом в 120°.
- Вводится в нагретую форму первоначально фитинг, потом труба, делается выдержка согласно таблице (считаем секунды). Затем, не делая резких движений, вытягивают обе детали, соединяют, совмещая с заранее отмеренными линиями, регулируют углы, соотношение осей и плоскостей плавными легкими движениями. Время корректировки не должно превышать табличное для успешной фиксации.
- В течении полуминуты соединение держать в неподвижности до полной фиксации.
- Никакого вращения спаянных элементов не допускается.
- Спаянное соединение должно остыть естественным ходом, применять воду или лед нельзя.
- В случае брака, соединение нужно демонтировать и поставить новое, можно использовать соединительную муфту, если возникнет необходимость.
- Образование оплавленного кольца вокруг торцевой части фитинга означает правильность пайки и её прочность.
- В конце работы не забудьте протереть ветошью ещё не остывшие тефлоновые формы для удаления пригара, грязи и наплавления пластика.
- Чтобы избежать брака, невидимого сразу, а обнаруживающегося во время эксплуатации, необходимо перед работой прогревать аппарат для пайки не менее 5−6 минут и держать включенным. Если паяльный прибор будет недостаточно нагрет. Спустя некоторое время может появиться течь в местах пайки.
- Обязательно выдерживать время нагревания соединительных элементов, чтобы в дальнейшем избежать протечки.
- Не надо перегревать трубу, в противном случае она с трудом будет продвигаться внутрь переходника и деформироваться, что может привести к частичному или полному перекрытию просвета фитинга, естественно, и к потоку воды в водопроводной пластиковой трубе во время эксплуатации системы.
- Не надо передерживать время для соединения.
- Повторно использовать фитинги нельзя, даже если вы легко вытащили их из только что некачественно запаянного соединения.
- Используйте соединительные элементы и трубы одного производителя, так как у них один химический состав. Использование материалов от разных производителей приведет к ухудшению качества соединения.
Как паять полипропиленовые трубы в труднодоступных местах
Если вы сварили пару труб и посчитали себя профессионалом – не обольщайтесь. Трубопроводная система может тянуться в таких местах, что доступ к ним будет проблематичным. К таким местам относят:
- Потолок;
- Углы;
- Места, где паяльнику будет трудно располагаться.
Потолок. Самой большой проблемой будет расположение паяльника, пока обе руки заняты соединением стыков. Для этого можно использовать знакомого. Он будет держать прибор, пока вы работаете. Но можно пойти иным путём. Для этого подготавливают крюк, на который вешают инструмент. Если работы проходят вблизи шкафов и других возвышений, паяльник можно класть на них.
Чтобы паять полипропиленовые трубы на стене, рекомендуется следующий способ: оба конца нагревают поочерёдно. Но делать это надо быстро, пока предыдущий стык не остыл.
Углы. Чтобы проводить спайку все соединения должны монтироваться только под прямым углом. Концы, как обычно обезжириваются и зачищаются. Чтобы спайка прошла гладко, а на стыках образовался плавный шов, используют угловые фитинги.

В любых труднодоступных местах процедура затрагивает более пристальное внимание. Расчёты должны быть более точными
Если что-то пойдёт не так, любое отклонение от нормы может привести к катастрофе. Поэтому, если в работе появились нестандартные стыки, весь бракованный участок следует заменить. Только теперь всю процедуру следует провести более, аккуратнее.
Маркировка труб
В маркировке закодирована система технических характеристик изделия:
- Первый блок символов в буквенном формате определяет название предприятия, которое изготовило продукцию.
- Второй буквенный блок обозначает материал, используемый для изготовления изделия.
- Третий блок символов в цифровом формате определяет номинальное рабочее давление изделия.
- Четвертый блок указывает значения диаметра и толщину стенки трубы в мм. Этот показатель обозначается несколькими числами. Сначала идет показатель диаметра, затем – толщины стенки.
- Пятый блок символов обозначает класс эксплуатации изделия согласно ГОСТу. Последним параметром в коде идет максимальное рабочее давление.
Некоторые производители дополнительно отражают в маркировке изделия дату выпуска, номер партии и наличие сертификата. Эти данные содержат до 15 цифр.
Однослойных
PPH – является гомополимером.Отличается особой твердостью.
Применяется для устройства холодного, горячего водоснабжения, вентиляции и производственных трубопроводов.
PPB – является блоксополимером. Отличается гибкостью и морозоустойчивостью.
Применяется для устройства холодного водоснабжения и теплого пола.
PPR – является статическим сополимером. Отличается плотностью и хорошими звукоизолирующими параметрами.
Применяется для холодного, горячего водоснабжения и обустройства отопления в частных домах.
PPS – является специальным полимером.
Армированных
PPR-AL-PPR – армируется алюминиевой фольгой
PP-RCT-AL-PPR – армирование усовершенствованной алюминиевой фольгой и полимером снаружи.
PPR-FB-PPR – армируется изнутри стекловолокном.
PPR-FB-PPR, PPR/PPR-GF/PPR – армирование модифицировано композитным материалом.
PP-RCT + BF – имеет базальтовый слой.
Класс эксплуатации
1 класс – используется для горячего водоснабжения (ГВС) при максимальной температуре 60 градусов Цельсия.
2 класс – ГВС при температуре 70 градусов.
3 класс – теплый пол (ТП) при температуре 60 градусов.
4 класс – ТП и система отопления (СО) при температуре до 70 градусов.
5 класс – СО при температуре до 90 градусов.
ХВ – для холодного водоснабжения.
Пример маркировки полипропиленовой трубы

Параметры, которые необходимо учитывать при сварке труб
Виды пластиковых труб: 1 – полиэтиленовые, 2 – полипропиленовые, 3 – металлопластиковые.
Каждый пластик плавится при определенной температуре, и это необходимо учитывать при проведении сварочных работ. Кроме того, есть еще и такие понятия, как рекомендуемая рабочая температура и температура размягчения.





К примеру, полипропилен плавится, если его нагреть до 175 °С. Но если температура на 30 °С меньше, материал начинает размягчаться, что приводит к необратимой деформации. При таких параметрах производители полипропиленовых труб рекомендуют рабочую температуру, не превышающую 95°. Для трубопроводов, по которым движется, к примеру, кипяток, эти трубы не подойдут. Но если они армированы алюминием или другим металлом, их можно использовать и для горячих сред.
Сварка, при которой полипропиленовые трубы гарантированно надежно соединятся, может производиться только при определенных параметрах окружающей среды. Как минимум в помещении, где она проводится, должно быть тепло. Ни один производитель не рекомендует проводить такого рода работы при минусовой температуре. Да и точность работы человека на морозе – понятие довольно относительное.
На что обратить внимание?
Начинающему монтажнику нужно знать следующее:
- Описанная технология подходит только для раструбной сварки, при которой ПП- или ПНД-труба вводится внутрь фитинга. Не пытайтесь сваривать ПП-трубы встык – такое соединение очень быстро даст течь. ПНД трубы стыковать можно, но делается это по несколько иной технологии и с применением более сложного оборудования.
- После каждой операции с насадок деревянной лопаткой нужно удалять остатки полимера. При этом он должен быть разогретым и текучим. При попытке удалить застывший пластик будет повреждено тефлоновое покрытие.
- При всей своей простоте полифузионная сварка требует определенной сноровки: детали нужно с первой попытки совместить идеально, то есть без перекоса и проворота. Чтобы не испортить пригодные к использованию трубу или фитинг, начинающему монтажнику лучше сначала потренироваться на ненужных обрезках. В особенной степени тренировка нужна тем, кто собирается прокладывать трубы в штробах: нагреватель в этом случае придется держать на весу.
- Весьма распространенной причиной, по которой у начинающих монтажников сварные соединения получаются непрочными, является наличие грязи или влаги в зоне пайки. Чтобы избежать таких неприятностей, перед началом работ протрите пол, на котором будут лежать трубы, и не забывайте протирать их, очищать и обезжиривать перед установкой на нагреватель.
Буртик, образующийся на трубе при пайке, является хорошим индикатором качества соединения. Если его форма и размер равномерны по всей окружности, значит, сварка была выполнена правильно.
Если же наплыв явно получился неровным, какое-то из условий было нарушено. В таком случае рекомендуется не искушать судьбу и установить на трубу новый фитинг, отрезав испорченный.
